

联系我们

当前位置:
聊城 鑫邦源特钢有限公司 >佳木斯本地今日News
镀锌钢管成功案例
更新时间:2024-12-12 17:11:36 浏览次数:4 公司名称:聊城 鑫邦源特钢有限公司
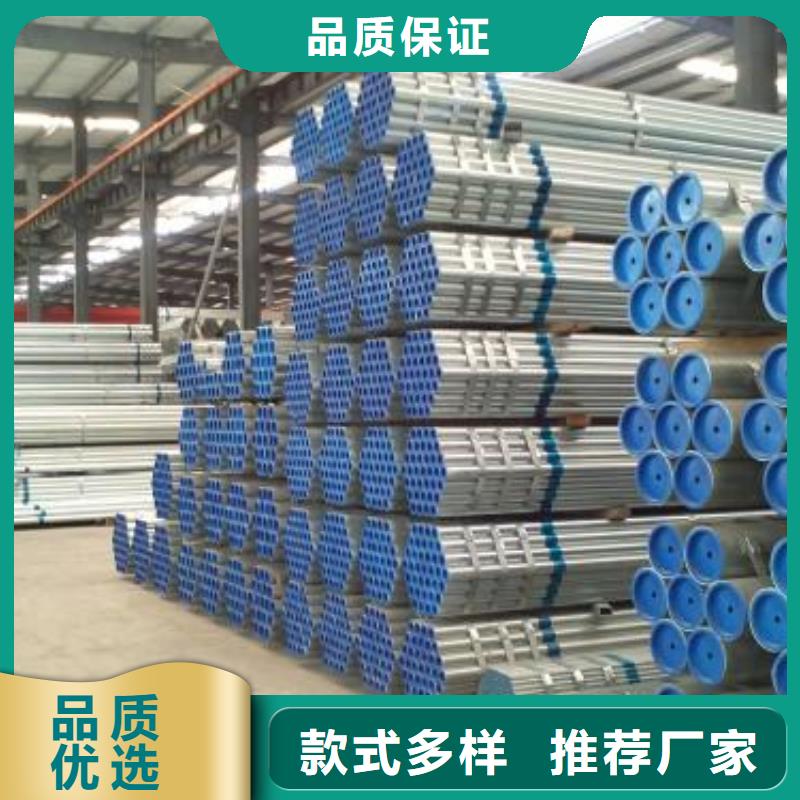
以下是:镀锌钢管成功案例的产品参数
| 最小起订 | 1 |
|---|---|
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | Q235B |
| 产品规格 | 规格齐全 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 可 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 热镀锌 |
| 外形尺寸 | 按需定制 |
| 适用领域 | 燃气 消防 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 产地 | 山东 |
| 品牌 | 鑫邦源 |
| 价格 | 以当天报价为准 |
以下是:镀锌钢管成功案例的图文视频


镀锌钢管成功案例,鑫邦源特钢有限公司为您提供镀锌钢管成功案例的资讯,联系人:颜经理,电话:15275839870、15963170288,QQ:1143544302,发货地:聊城经济开发区钢管城2排5号发货到黑龙江省 佳木斯市 前进县、东风县、郊县、桦南县、桦川县、汤原县、抚远市、同江市、富锦市。 黑龙江省,佳木斯市 2022年,佳木斯市实现地区生产总值869.2亿元,比上年增长3.7%。
不要错过这部精心制作的镀锌钢管成功案例产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:镀锌钢管成功案例的图文介绍

镀锌钢管热处理的十个要点: 一、镀锌管及夹具在热处理前均应油污、残盐、油漆等外来物; 二、首次在真空炉中使用的夹具,应预先在不低于工件所要求的真空度下进行除气净化处理; 三、在热处理过程中易变形的工件,应在专用夹具上进行加热。预热的方法有:一次预热为800℃,二次预热为500-550℃和850℃,一次预热升温度速度应有限制; 四、对于形状复杂或截面有急剧变化以及有效厚度较大的工件,应该进行预热; 五、有凹槽不通孔的工件、铸件和焊接件以及加工成形的不锈钢工件,一般不宜在盐浴炉中进行加热; 六、根据工件有效厚度和条件厚度(实际厚度乘以工件形状系数),镀锌管加热应有足够的保温时间; 七、马氏体不锈钢和耐热钢镀锌管淬火冷至室温后方可进行清洗、深冷处理或回火,焊接和其后的热处理之间的时间间隔不应超过4个小时; 八、根据镀锌管的要求和表面状况采用碱洗、水溶性清洗剂、氯溶剂喷砂、喷丸等方法进行清理; 九、矫正后应在低于原回火温度下进行去应力退火,形状复杂或尺寸要求严格工件,矫正后在回火时用定形夹具结合回火进行矫正; 十、当镀锌管力学性能不合格时,可进行重复的热处理,但重复淬火或固溶次数一般不超过两次。镀锌管的补充回火不算作重复处理。淬火状态或低温回火后的马氏体不锈钢和耐热钢工件,在重复淬火前应进行预热,退火或高温回火。


镀锌钢管木纹漆施工案例从而有不会生锈的特点以后,施工也不需要再做防锈处理,当然也不排除特别情况,当镀锌管进行焊接的时候,焊接口会出现镀锌外层脱落的情况,这种时候,如果想要再刷木纹漆,要在涂层脱落的地方做好防锈处理,可以用原子灰对缝隙进行填补打磨。镀锌管木纹漆施工进行中冷镀锌与热镀锌也有区别冷喷镀锌工艺:在施工的工艺方面,按照正常的油漆喷涂方式就可以完成,长江高压无气喷涂,达到规定的小膜厚40米, 膜厚120米,一个完整的涂装体系可保护钢结构长达25年以上。



公司将一如继往地坚持“艰苦创业、科学求实、锐意改革、团结进取”的办厂方针。面对国际市场的激烈竞争和挑战,鑫邦源特钢有限公司激流勇进,不断进行技术改造, 黑龙江佳木斯高压化肥管产品推陈出新,向高质量、高科技、科学管理、完善的服务迈进。


镀锌带焊管以其壁厚大、材质好、加工工艺稳定,成为目前国内外大型油气输送工程的 钢管。在镀锌带焊管接接头中,焊缝和热影响区是容易产生各种缺陷的地方,而焊接咬边、气孔、夹渣、未熔合、未焊透、焊瘤、烧穿、焊接裂纹是主要焊接缺陷形式,也常常是使直缝埋弧焊管发生质量事故的起源。
镀锌带焊管质量控制措施为:
1、焊接前质量控制
1)首先要把好原材料质量关,经检验合格后方能正式进入施工现场,坚决杜绝使用不合格钢材。
2)其次是对焊接材料的管理。检查焊接材料是否为合格产品,储存和烘焙制度是否执行,发放的焊接材料表面是否清洁无锈,焊条的药皮是否完好、有无霉变。
3)再次是焊接区清洁管理。检查焊接区的清洁质量,不得有水、油、铁锈和氧化膜等污物,这对防止焊缝外部缺陷的产生有重要作用。
4)选择合适的焊接方法,应实行先试焊、后施焊原则。
2、焊接中的质量控制
1)根据焊接工艺规程复核焊丝和焊剂的规格是否正确,防止错用焊丝和焊剂而造成焊接质量事故。
镀锌带焊管焊接质量控制措施
2)对焊接环境进行监督,当焊接环境不好(温度低于0℃、相对湿度大于90%)时应采取相应措施后进行焊接。
3)预焊前先检验坡口尺寸,包括间隙、钝边、角度及错口等是否符合工艺要求。
4)在埋弧自动内外焊接过程中选用的焊接电流、焊接电压、焊接速度等工艺参数是否正确。
5)监督焊接人员在埋弧自动内外焊接时充分利用钢管管端引弧板长度,加强内外焊接时引弧板的使用效率,这有助于提高管端焊接质量。
6)监督焊接人员在补焊时是否先将熔渣清理干净、是否已彻底处理接头,坡口处是否有油、铁锈、渣、水、漆等污物。
镀锌带焊管质量控制措施为:
1、焊接前质量控制
1)首先要把好原材料质量关,经检验合格后方能正式进入施工现场,坚决杜绝使用不合格钢材。
2)其次是对焊接材料的管理。检查焊接材料是否为合格产品,储存和烘焙制度是否执行,发放的焊接材料表面是否清洁无锈,焊条的药皮是否完好、有无霉变。
3)再次是焊接区清洁管理。检查焊接区的清洁质量,不得有水、油、铁锈和氧化膜等污物,这对防止焊缝外部缺陷的产生有重要作用。
4)选择合适的焊接方法,应实行先试焊、后施焊原则。
2、焊接中的质量控制
1)根据焊接工艺规程复核焊丝和焊剂的规格是否正确,防止错用焊丝和焊剂而造成焊接质量事故。
镀锌带焊管焊接质量控制措施
2)对焊接环境进行监督,当焊接环境不好(温度低于0℃、相对湿度大于90%)时应采取相应措施后进行焊接。
3)预焊前先检验坡口尺寸,包括间隙、钝边、角度及错口等是否符合工艺要求。
4)在埋弧自动内外焊接过程中选用的焊接电流、焊接电压、焊接速度等工艺参数是否正确。
5)监督焊接人员在埋弧自动内外焊接时充分利用钢管管端引弧板长度,加强内外焊接时引弧板的使用效率,这有助于提高管端焊接质量。
6)监督焊接人员在补焊时是否先将熔渣清理干净、是否已彻底处理接头,坡口处是否有油、铁锈、渣、水、漆等污物。



镀锌钢管成功案例,鑫邦源特钢有限公司专业从事镀锌钢管成功案例,联系人:颜经理,电话:15275839870、15963170288,QQ:1143544302,发货地:经济开发区钢管城2排5号,以下是镀锌钢管成功案例的详细页面。